Vad kommer EU:s nya Tryckutrustningsdirektiv att innebära ?
Ulf Malmström, UcoTek AB - ordförande i Tryckkärlsstandardiseringens Tekniska Huvudkommitté - 1997-12-22
Den 29 maj i år fastställde Ministerrådet och Europaparlamentet direktivet (97/23/EG) om tryckbärande anordningar. Detta direktiv kommer i framtiden att utgöra grunden för reglerna för de flesta tryckkärl inom hela unionen (och även de kvarvarande EES-staterna Island, Liechtenstein och Norge).
Vad innebär då direktivets regler för alla oss som arbetar med tryckkärl ?
Vi får helt nya regler att arbeta med. I Sverige kommer direktivet att ersätta Arbetarskyddsstyrelsens kungörelse AFS 1994:39 Tryckkärl. Användningen av Tryckkärlsstandardiseringens Tryckkärlsnormer och Rörledningsnormer kommer att begränsas till vissa enkla typer av utrustning.
I gengäld kommer alltså samma regler att gälla över hela unionen.
Övergången blir dock inte plötslig. Medlemsländerna har två år på sig att anpassa sin lagstiftning efter direktivet, och efter ytterligare sex månader d v s 29 november 1999, fem veckor före sekelskiftet, skall det vara tillåtet att över hela unionen leverera tryckkärl, baserade på direktivet. Tidigare nationella regler får tillämpas parallellt ända fram till 29 maj 2002, men därefter blir direktivet allenarådande.
När det gäller detaljerna i de nya reglerna, måste det först och främst framhållas att vi ännu bara har tillgång till själva ’lagtexten’. Som kommer att framgå senare, finns det ett antal punkter, som är oklara och där en praxis måste utbildas. Hur denna praxis kommer att se ut, kan vi naturligtvis inte veta idag.
Tryckutrustningsdirektivet är utarbetat enligt den s k new approach, som EU införde 1985. Det innebär att direktivet anger de väsentliga säkerhetskrav, som produkten måste uppfylla för att få användas. Däremot föreskriver direktivet inte hur produkten ska utformas för att uppfylla dessa krav. Därför finns t ex inga beräkningsregler med i direktivet.
Det bör också observeras att direktivet inte täcker återkommande besiktning. Här gäller nationella regler även i fortsättningen.
Vilka typer av tryckkärl berörs av direktivet ?
Direktivet täcker de flesta tryckkärl, rörledningar, säkerhetsutrustning och tryckbärande tillbehör.
Det täcker också s k aggregat (på engelska assemblies), som består av flera tryckbärande anordningar, som kopplats ihop, t ex till en processlinje. Aggregatet som sådant omfattas dock enbart om det levereras av en enda leverantör; om anläggningsägaren själv köper de olika komponenterna och monterar ihop dem, gäller direktivet inte för aggregatet (men väl för de enstaka komponenterna).
Vissa grupper av tryckutrustning är dock undantagna
- Tryckutrustning med lägre övertryck än 0,5 bar omfattas inte av direktivet. Detta är en skillnad mot nuvarande svenska regler, som inte har motsvarande begränsning.
- Vad som i framtiden kommer att gälla för tryckkärl med så låga tryck är ännu så länge oklart.
- I direktivets ingress står det att ’anordningar, som utsätts för ett tryck på högst 0,5 bar medför inte någon avgörande risk med hänsyn till trycket. Därför kan deras fria rörlighet inom gemenskapen inte förhindras’. Detta bör kunna tolkas så att ett tryckkärl som godkänts i ett land, automatiskt betraktas som godkänt i de andra länderna (den s k Cassis de Dijon-principen).
- En annan konsekvens av 0,5-barsgränsen är att vakuumkärl är undantagna. Här kanske man får tänka sig att de gamla nationella reglerna kommer att tillämpas även i fortsättningen, tills ett eventuellt direktiv för sådana kommer.
- Sedan tidigare har vi ett EU-direktiv (87/404/EEG) om enkla tryckkärl, och tryckkärl som faller under detta äldre direktiv (huvudsakligen enkla tryckluftbehållare) är undantagna från det nya direktivet.
- En annan grupp tryckkärl, som är undantagna är de som faller under direktiven för transport av farligt gods (94/55 EG och 96/396 EG), t ex trycktankar för landsvägs- och järnvägstransport. Dessa objekt omfattas idag av ADR- och RID-reglerna, och de två Transportdirektiven bygger på dessa regler. Efter långa diskussioner beslöts att även gasflaskor skall falla under dessa direktiv, vilket inte är helt uppskattat av alla inom branschen. En tillkommande oklarhet är vad som gäller för en gasflaska, som bara fungerar som stationärt gasförråd. Ett nytt direktiv TPED, som är under utarbetande kan komma att lösa detta problem ??
- Trycklösa cisterner ingår naturligtvis inte, då de faller genom 0,5-barsgränsen. För sådana tycks gälla att de, om de är fabriksbyggda faller under Byggproduktdirektivet, som dock inte är särskilt väl anpassat för en sådan produkt. För platsbyggda cisterner finns f n inga regler överhuvudtaget under framtagning.
- Ett annat undantag av betydelse för Sverige är naturgasledningar, medan standardutrustning i ledningarnas reglerstationer ingår.
Man måste också tänka på att ett tryckkärl kan behöva uppfylla flera direktiv. Om det samtidigt är en maskin (t ex vissa ventiler), måste det normalt också uppfylla Maskindirektivet, och om det skall ingå i en byggnad, kan man behöva ta hänsyn till Byggproduktdirektivet.
Enligt en specialregel i Tryckutrustningsdirektivet undantas dock tryckutrustning, som också faller under något av sex andra direktiv (bland annat Maskindirektivet och Gasapparatdirektivet) om de i Tryckutrustningsdirektivet inte skulle klassats högre än i kategori (riskklass) I. Sådan utrustning behöver alltså inte uppfylla kraven i Tryckutrustningsdirektivet.
De väsentliga säkerhetskraven
För att utrustning enligt direktivet ska få användas inom unionen, måste den (med vissa undantag - se nedan) uppfylla direktivets väsentliga säkerhetskrav. Tillverkaren måste intyga att dessa krav uppfylls och redovisa hur det gjorts. Som ett påtagligt bevis för att så skett skall han förse utrustningen med CE-märkning (i förekommande fall kompletterad med identifikationsnummer från ett s k anmält organ).
Om utrustningen tillverkats utanför unionen, ligger motsvarande ansvar på tillverkarens ombud i unionen.
Enligt direktivet vilar allt ansvar på utrustningstillverkaren. Det är han, som ska förvissa sig om under vilka förhållanden utrustningen ska arbeta, och sedan konstruera, tillverka, kontrollera och i förekommande fall utrusta och installera utrustningen så att säkerheten garanteras när den tas i bruk enligt hans instruktioner eller under omständigheter, som han rimligen hade kunnat förutse.
Risker förknippade med utrustningen ska han åtgärda på något av följande sätt (i prioriteringsordning)
- eliminera eller reducera riskerna så långt detta är praktiskt möjligt
- anbringa lämpliga skydd
- informera om risker och ange eventuellt erforderliga skyddsåtgärder
Hur visar man att de väsentliga säkerhetskraven innehållits ?
Tillverkaren har två möjligheter att visa överensstämmelse med säkerhetskraven.
- Det ena är att i sin dokumentation visa hur alla de olika kraven i direktivets annex I tillgodosetts, vilket i många fall kommer att vara ett ganska omfattande arbete.
- Det andra är att konstruera och tillverka utrustningen enligt en under direktivet accepterad standard (harmoniserad standard). Om man gör så, förutsätts utrustningen automatiskt uppfylla säkerhetskraven (antagande om överensstämmelse - presumption of conformance).
EG har gett den europeiska standardiseringsorganisationen CEN i uppdrag att utveckla sådana harmoniserade standarder inom det mekaniska området, och där pågår nu sedan flera år ett intensivt arbete med standarder för olika typer av tryckutrustning. Från svensk sida deltar Tryckkärlsstandardiseringen, och våra medlemmar har möjlighet att påverka arbetet och ta del av de olika standardförslagen.
En komplikation i sammanhanget är att samarbetet mellan de olika standardiseringskommittéerna inom CEN är mycket begränsat, så att regler kan komma att skilja sig åt en hel del mellan de olika standarderna. Exempelvis skall beräkningen av manteltjockleken i ett icke-eldberört tryckkärl och i en ångpanna ske enligt olika formler, där ångpannemanteln blir tunnare.
En annan komplikation är att standardiseringsarbetet gått långsamt (inte minst beroende på att direktivet, som standarderna ju ska uppfylla, blev färdigt först nu), och de flesta harmoniserade standarder kommer inte att vara färdiga, när direktivet träder i kraft i slutet av 1999.
Därför kommer ofta denna enklare väg att vara stängd de första åren. Eftersom tillverkare kan väntas vilja använda direktivet så snart som möjligt, och då måste gå den omständligare vägen, finns det risk att olika ’de facto-standarder’ utvecklas under mellantiden. Det sedan kan leda till att standarderna inte kommer att tillämpas särskilt mycket, när de väl blivit färdiga.
För att närmare beskriva hur kontrollen av överensstämmelsen går till, måste vi först titta på tre begrepp, riskklasser (kallas kategorier), anmälda organ och moduler.
Riskklasser
Under konstruktion, tillverkning och slutkontroll måste det kontrolleras att tryckutrustningen verkligen uppfyller de väsentliga säkerhetskraven, oavsett om detta skulle ske via en fullständig dokumentation eller genom hänvisning till en harmoniserad standard.
Reglerna för denna kontroll är beroende av vilken kategori (riskklass), som utrustningen befinner sig i.
Tryckutrustning indelas i direktivet i fyra olika kategorier beroende på tryck, volym (för rörledningar diameter) och innehåll.
Riskklassen bestäms med hjälp av nio olika diagram. Som exempel visas här i diagram 1 den strängaste kategorin.
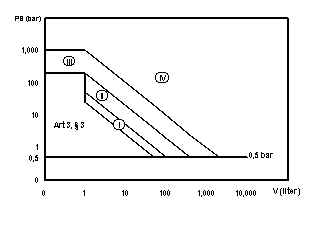
Diagram 1 - Riskklasser för tryckkärl för gaser eller vätskor med ångtryck över 0,5 bar, där innehållet klassats som farligt (enligt direktivet 67/548/EEC).
Som synes finns den ovannämnda gränsen på beräkningstrycket 0,5 bar med. Under denna gäller alltså direktivet inte alls.
De därnäst minst farliga kärlen i det område, som kallas Art 3, § 3 (t ex ett med volymen 2 liter och trycket 5 bar) är också undantagna från direktivet enligt en specialregel, som återfinns just i denna punkt i direktivet. Enligt denna regel behöver tryckkärlet endast konstrueras och tillverkas enligt god teknisk praxis som gäller i en av medlemsstaterna. Det finns inget krav på att detta ska gälla praxis i användarlandet eller tillverkarlandet utan den kan finnas i vilken av medlemsstaterna som helst. Inledningsvis kanske man kan föreställa sig att nuvarande nationella tryckkärlsregler ska tillämpas, men vad händer när dessa inte längre gäller och därmed kanske inte längre hålls uppdaterade ?
Utrustning enligt artikel 3, § 3 får inte CE-märkas.
Utrustning i de återstående fyra riskklasserna ska fylla direktivets krav. Skillnaden mellan dem består i huvudsakligen hur kontrollen av utrustningen ska ske. Kontrollen skall göras i enlighet med en eller flera s k moduler, och kopplingen till de olika riskklasserna visas i tabell 1.
Tabell 1 - Tillåtna moduler för respektive riskklass
| |
Riskklass
|
Tillåtna moduler * |
| |
I |
A |
| |
II |
A1, D1 eller E1 |
| |
III |
B1+D, B1+F, B+E, B+C1 eller H |
| |
IV |
B+D, B+F, G eller H1 |
* Det är alltid tillåtet att använda moduler från en högre riskklass
Anmälda organ
Den viktigaste skillnaden mellan de olika modulerna är hur kontrollorganen medverkar.
Direktivet förutsätter att varje medlemsland utser en eller flera kontrollorgan till s k anmälda organ (nedan kallade AO) att utföra eller övervaka kontroll enligt direktivets krav. Direktivet innehåller krav som AO måste uppfylla avseende kompetens och opartiskhet.
Systemet liknar det vi för närvarande har i Sverige med tre ackrediterade kontrollorgan, SAQ Kontroll, STK Intertest och ÅF Kontroll, och man kan väl förmoda att dessa tre ligger väl till för att bli svenska AO under direktivet.
En skillnad mot nuvarande system är dock att man inte blir hänvisad till AO i tillverkarlandet eller brukarlandet, utan ett AO kan arbeta överallt i hela unionen.
Anm
När det gäller kraven på AO finns det en oväntad skillnad mellan de engelskspråkiga och svenskspråkiga versionerna av direktivet.
Den engelska kräver bl a att organets chef och inspektörer inte får engagera sig i konstruktion, tillverkning, marknadsföring etc av sådan utrustning, som man granskar, inte heller får man vara användare av sådan utrustning.
Den svenska versionen saknar hänvisning till att det gäller den granskade utrustningen, utan här krävs helt sonika att man inte får vara t ex användare av tryckutrustning överhuvudtaget. En strikt tolkning tycks innebära att inspektörer inte ens får ha en varmvattenberedare eller oljepanna hemma, vilket onekligen begränsar rekryteringsbasen. Man får väl hoppas att detta modifieras i den slutliga lagstiftningen.
Det är alltid tillverkaren, som i förekommande fall väljer AO.
Direktivet öppnar också möjlighet för ett land att utse en användares interna kontrollorganisation att ersätta AO. Detta kan naturligtvis endast ske, om denna kontrollorganisation står tillräckligt fri från påtryckningar samt uppfyller de ovannämnda villkoren på kompetens och opartiskhet. Användarkontroll från ett land måste accepteras av de övriga länder i unionen, som själva auktoriserat användarkontroll. Eftersom de svenska myndigheterna sannolikt inte avser att auktorisera användarkontroll inom landet, kommer alltså inte heller utländsk användarkontroll att godtas här.
Direktivet innehåller också ett tredje slag av kontrollorgan, erkänt tredjepartsorgan, som skall utföra kontroll av svetsmetoder och svetsare (motsvarande) i riskklass II – IV och av personal som utför kontroll i riskklass III och IV. Även sådana organ utses av de olika medlemsländerna.
Moduler
Tillverkaren ska sammanställa en dokumentation, som visar hur utrustningen konstruerats och tillverkats för att uppfylla de väsentliga säkerhetskraven. Denna dokumentation ska vara underlag för tillverkarens intyg om att så är fallet, och den skall (i vissa fall tillsammans med produkten) granskas. Vem som utför granskningen och hur beror på vilken modul, som tillämpas.
Tillverkaren väljer själv (med ledning av tabell 1 ovan) vilken modul (kombination av moduler, när två måste tillämpas tillsammans) han vill tillämpa. Det är tillåtet att tillämpa modul(er) för en högre riskklass än den utrustningen tillhör.
Vissa moduler förutsätter att tillverkaren tillämpar ett kvalitetssäkringssystem. Ett sådant system måste då ha godkänts av ett AO. Detta AO ska då också genom periodiska inspektioner och eventuella oanmälda besök kontrollera att kvalitetssäkringssystemet efterlevs.
För de olika modulerna finns det i detalj föreskrivet hur bedömningen ska gå till. Förenklat gäller följande:
- Modul A - Intern tillverkningskontroll
Denna modul får alltså bara användas i den lägsta av de verkliga riskklasserna (I), och här svarar tillverkaren själv för all kontroll.
- Modul A1 - Intern tillverkningskontroll med övervakning av den slutliga bedömningen
Här gäller samma regler som i modul A men dessutom ska ett AO genom oanmälda besök dels kontrollera att tillverkaren verkligen utför bedömningen enligt reglerna, och dels själv utföra stickprovskontroll på produkter.
- Modul B - EG-typkontroll
Denna modul innebär enbart typprovning av produkten och måste för de enskilda leveransexemplaren (som framgår av tabell 1) kompletteras med modul C1, D, E eller F. Den är främst avsedd för serietillverkade tryckkärl.
AO skall granska dokumentationen och ett eller flera typexemplar av produkten för att kontrollera att typexemplaret tillverkats i enlighet med dokumentationen och att dokumentation och produkt uppfyller direktivets krav. Vid godkännande utfärdas ett EG-typkontrollintyg.
Tillverkaren skall ha detta intyg tillgängligt vid all kontroll av de slutliga produkterna. All förändring av produkterna måste anmälas till det AO för förnyad granskning.
- Modul B1 - EG-konstruktionskontroll
Denna modul är främst avsedd för stycketillverkade tryckkärl och kan jämföras med dagens svenska konstruktionskontroll. Den måste kompletteras med någon av modulerna D eller F.
AO granskar dokumentationen och utfärdar, om konstruktionen fyller direktivets krav, ett EG-konstruktionskontrollintyg. Detta skall tillverkaren sedan presentera i samband med den slutliga bedömningen av varje färdig produkt.
- Modul C1 - Överensstämmelse med typ
Denna modul förutsätter att ett EG-typkontrollintyg finns för produkten, och innebär bara kontroll av att den enskilda produkten överensstämmer med typexemplaret och uppfyller tillämpliga krav i direktivet.
Bedömningen utförs av tillverkaren, men ett AO ska genom oanmälda besök dels kontrollera att tillverkaren verkligen utför bedömningen enligt reglerna, och dels själv utföra stickprovskontroll på produkter.
- Modul D - Kvalitetssäkring av produktion
Ett EG-typkontrollintyg eller ett EG-konstruktionskontrollintyg för produkten förutsätts, och tillverkaren måste tillämpa ett kvalitetssäkringssystem av ISO 9002-typ (vilket som nämnts ovan ska vara godkänt och övervakat av ett AO)
Tillverkaren utför själv bedömningen av överensstämmelse.
- Modul D1 - Kvalitetssäkring av tillverkning
En enklare variant av modul D, där tillverkaren själv svarar för konstruktionskontrollen. Något EG-typkontrollintyg eller EG-konstruktionskontrollintyg erfordras alltså inte.
- Modul E - Kvalitetssäkring av produkter
Ett EG-typkontrollintyg för produkten förutsätts. I övrigt gäller samma regler som för modul D, men kvalitetssäkringssystemet är här av ISO 9003-typ.
- Modul E1 - Kvalitetssäkring av produkter
En enklare variant av modul E, där tillverkaren själv svarar för konstruktionskontrollen. Något EG-typkontrollintyg erfordras alltså inte.
- Modul F - Produktverifikation
Ett EG-typkontrollintyg eller ett EG-konstruktionskontrollintyg för produkten erfordras.
All kontroll, som erfordras för bedömning av överensstämmelse utförs/övervakas av AO.
- Modul G - EG-verifikation av enstaka objekt
AO skall utföra/övervaka kontrollen av såväl konstruktion som produkt.
- Modul H - Fullständig kvalitetssäkring
Tillverkaren ska ha ett kvalitetssäkringsystem av ISO 9001-typ (vilket som nämnts ovan ska vara godkänt och övervakat av ett AO).
I övrigt svarar tillverkaren själv för bedömningen av överensstämmelse.
- Modul H1 – Fullständig kvalitetssäkring med kontroll av konstruktionen och särskild övervakning av slutkontrollen
Här gäller samma regler som i modul H, men dessutom ska ett AO granska konstruktionen och deltaga i slutbedömningen.
Vad innehåller bilagan om de väsentliga säkerhetskraven ?
Om man inte har tillgång till (eller av andra skäl inte vill använda) en harmoniserad standard, måste tillverkaren alltså se till och dokumentera att de väsentliga säkerhetskraven i annex I tillgodosetts. Vad innebär då de ?
Huvuddelen av annexet är mycket allmänt skrivet, t ex står det under avsnittet konstruktion bl a att tryckbärande anordningar skall konstrueras korrekt genom att man beaktar alla relevanta faktorer, som behövs för att garantera att anordningen är säker under hela sin livstid, vilket naturligtvis är helt korrekt men samtidigt ganska självklart för alla oss, som arbetar inom branschen.
Vad som är viktigt är att upprepa att ansvaret vilar på tillverkaren, som är skyldig att beakta alla de risker som kan uppstå om utrustningen används enligt hans instruktioner eller på annat sätt som han rimligen bör kunna förutse. I detta ligger ett mycket större krav på tillhandahållande av instruktioner, än vad vi är vana vid för vissa typer av utrustning.
På tre områden finns mera detaljerade krav
A. Material
Material i tryckbärande delar måste vara av ett av följande tre slag
- material enligt standarder, som är harmoniserade under direktivet
- material, som ett AO har godkänt för generell användning i tryckutrustning, ett s k EAM-material (European approval of pressure equipment material). Det är bara speciellt utvalda AO, som får utfärda sådana godkännanden, och det ska ske enligt en viss procedur.
- material, som av tillverkaren, eller i förekommande fall berört AO, bedömts lämpligt för det aktuella ändamålet, s k particular material appraisal.
Detta alternativ tycks lämna utrymme för ganska många material, men det är naturligtvis även här svårt att förutse, hur praxis kommer att utvecklas.
Dessutom finns det specifika materialkrav i paragraf 7, se nedan.
B. Tillverkning och kontroll
Ett AO eller ett erkänt tredjepartsorgan skall godkänna procedurer för och personal som utför ’permanenta förband’ (t ex svetsning), om utrustningen faller i någon av riskklasserna II, III och IV.
Personal, som utför oförstörande provning på utrustning i riskklass III och IV skall godkännas av ett erkänt tredjepartsorgan (märkligt nog har ett AO inte automatiskt denna rätt).
C. Säkerhetsfaktorer m m
Mera detaljerade krav har införts i paragraf 7 i bilagan, men denna paragraf är svårtolkad, och det är svårt att bedöma vilken betydelse den får. Det står nämligen speciellt att den ska användas som huvudregel. Om bestämmelserna inte följs, … skall tillverkaren bevisa att lämpliga åtgärder vidtagits för uppnå en likvärdig övergripande säkerhetsnivå. Hur detta kan gå till, är inte helt lätt att förstå.
Med denna reservation kräver paragrafen att
- Säkerhetsfaktorn för den allmänna membranspänningen (motsvarande primär allmän membranspänning enligt TKN kap 37) inte får väljas högre än enligt tabell 2.
Finkornsstål och stål med särskild värmebehandling är som synes undantagna, vilket kan tyckas förvånande, eftersom de är materialtyper, där man snarast skulle förvänta sig begränsningar. Vad som gäller för dem är i dagsläget minst sagt oklart.
- Styrkefaktorn för svetsar får vara 1,0 vid 100 %-ig OFP, 0,85 vid stickprovsmässig OFP och 0,7 vid enbart okulärbesiktning.
- Säkerhetsutrustningen ska förhindra att beräkningstrycket överskrids med mer än 10 %, även vid blåsning.
- Material ska ha en brottförlängning av minst 14 % och en slagseghet (ISO V) av minst 27 J vid 20°C eller lägsta användningstemperatur, om den är lägre.
En ännu inte avgjord fråga är om skruvar ska räknas som tryckbärande och i så fall omfattas av förlängningskravet. Idag tillåter vi i Sverige skruvar med ner till 12 % brottförlängning.
Tabell 2. Säkerhetsfaktorer för vissa material
|
Materialtyp |
20°C |
Beräkningstemp |
|
Rm |
Rm |
ReH / Rp0,2 |
Rp1,0 |
Ferritiska stål, exklusive finkornsstål och stål som undergått särskild värmebehandling |
5/12 |
|
2/3 |
|
Austenitiska stål med brottförlängning över 30 % |
|
|
|
2/3 |
Austenitiska stål med brottförlängning över 35 % |
|
1/3 |
|
5/6 |
Olegerade och låglegerade gjutstål |
|
1/3 |
10/19 |
|
Aluminium |
|
|
|
2/3 |
|
Icke utskiljningshärdbara aluminiumlegeringar |
5/12 |
|
2/3 |
|
Skyddsklausulen
Det förutsätts att de enskilda medlemsländerna ska kunna ingripa mot utrustning, som antingen utgör en fara trots regelrätt CE-märkning eller som CE-märkts utan att följa reglerna.
Sådana åtgärder ska anmälas till EG-kommissionen och till övriga medlemsländer, och kommissionen skall ta ställning till om ingripandet varit berättigat eller upphäva det. I sista hand blir det naturligtvis domstolen, som får fälla ett avgörande.
Sådana ingripanden kommer därför att behöva grundas på tungt vägande skäl.
Sammanfattning
Tryckutrustningsdirektivet innebär som synes stora förändringar och det är många förändringar som ska ske om drygt två år och många frågor som måste besvaras innan dess.
En sak är säker – det blir en jobbig men intressant tid för oss alla inom branschen.